
Le partenaire des professionnels en dentisterie
Faites confiance à nos prothésistes dévoués et passionnés !
Nous vous ferons profiter de près de 40 ans de savoir-faire.
Nos techniques de travail
Impression 3D
DÉMONSTRATION EN ULTRA HAUTE DÉFINITION.
Le pinceau donne l’échelle de la bague et surtout de la grille imprimée…
Impression 3D SYSTEMS In Vision.
Maitrise de toutes fabrications au sein de notre laboratoire
Notre objectif a toujours été d’assurer au sein du laboratoire tous types de fabrications, quelque soit le matèriau. Nous sommes donc totalement indépendant et avons la capacité d’usiner une gamme complète de matériaux: Zircone, Acétal, PMMA, Peek, CR CO, Titane…
Les armatures métalliques et les stellites sont préalablement imprimées en résine, puis coulées, nous laissant toute liberté dans le choix de l’alliage.
Description du protocole de fabrication
Suite à la coulée en plâtre des empreintes, chaque modèle de travail est scanné et les maquettes sont modèlisées.
Les fichiers de caméras optiques ou d’empreintes scannées sont tout d’abord traités en vue de la conception de modèles virtuels. Les fichiers numériques qui en résultent seront ensuite dirigés vers une imprimante 3D SYSTEMS, MP 3500 ou HR invision, ou encore sur ASIGA 75 pour transformation en modèles physiques.
Dans le même temps, la modélisation de la prothèse est réalisée. Les fichiers qui en découlent sont directement envoyés en fabrication, soit sur usineuse (zircone, Peek…) ou sur l’une de nos imprimantes 3D pour les maquettes destinées à être coulées en alliage métallique.
L’ensemble sera simultanément fabriqué : Le modèle et un inlay-core seront par exemple en impression 3D, alors que la suprastructure, le bridge zircone, sera usiné dans le même temps.
Il est utile de noter, pour les utilisateurs de caméra optique, la fabrication de couronnes anatomiques monobloc zircone, de couronnes coulées métallique ou encore d’inlay-core métallique ne requiers plus obligatoirement la fabrication d’un maître modèle. Ils sont conçus à l’écran et dirigés directement en fabrication. Dans ces conditions vous pouvez profiter du “Tarif numérique” plus avantageux.
Description du protocole de fabrication
L’impresion est toujours réalisée sur un plâteau métallique. Pour nos machines 3D SYSTEMS MP 3500 et HR IN VISION, ce plateau fait des va et vients successifs sous la tête d’impression. Celle ci fait un premier dépôt de cire servant de support à la résine qui sera régulièrement photo polymérisée. Il n’y a pas de forme, voir de mécanisme impossible à réaliser avec ce type d’imprimante. La résolution est de niveau HD, 32µ pour la MP 3500 et UHD de 25µ pour la HR (high resolution) IN VISION.
L’épaisseur des couches est de 15 à 20 microns. La durée d’impression est dépendante de la hauteur des pièces. Elle peut être d’environ 3 heures 30 pour le prototypage d’armatures de conjointe et de 5 à 9 heures pour les modèles ou les stellites, quel que soit le nombre de pièces.
Fabrication par prototypage rapide ou impression 3D
Prototypage rapide par impression avec support cire.
Imprimante filaire Zortrax pour Pei
Modèles pour gouttières aligneurs
Prototypage rapide par impression avec support cire.
L’impresion est toujours réalisée sur un plâteau métallique. Pour nos machines 3D SYSTEMS MP 3500 et HR IN VISION, ce plateau fait des va et vients successifs sous la tête d’impression. Celle ci fait un premier dépôt de cire servant de support à la résine qui sera régulièrement photo polymérisée. Il n’y a pas de forme, voir de mécanisme impossible à réaliser avec ce type d’imprimante. La résolution est de niveau HD, 32µ pour la MP 3500 et UHD de 25µ pour la HR (high resolution) IN VISION.
L’épaisseur des couches est de 15 à 20 microns. La durée d’impression est dépendante de la hauteur des pièces. Elle peut être d’environ 3 heures 30 pour le prototypage d’armatures de conjointe et de 5 à 9 heures pour les modèles ou les stellites, quel que soit le nombre de pièces.


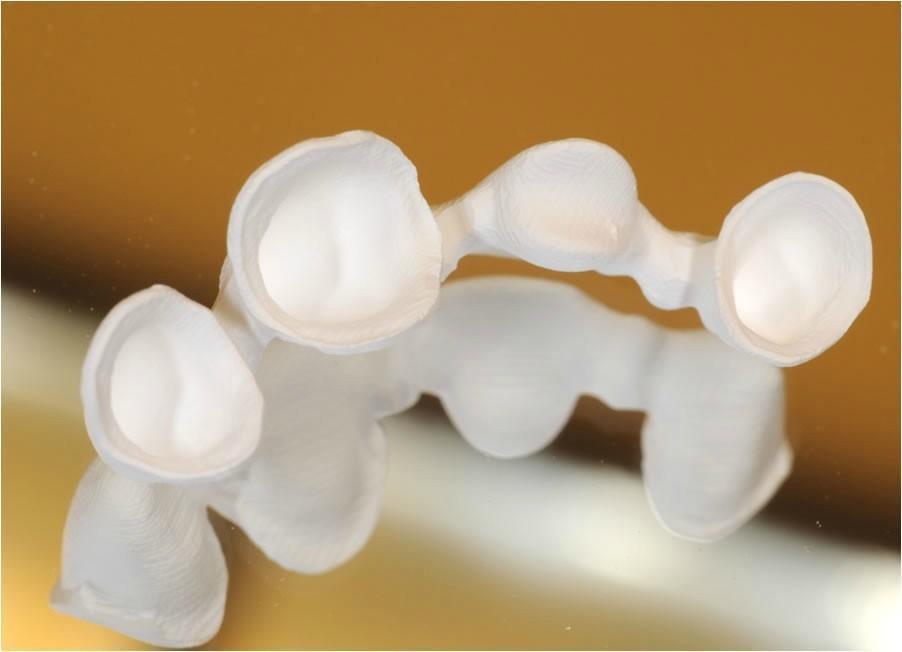
Maquette de Stellite
imprimée en 3D
puis coulée
Puis coulée
Faites confiance à nos prothésistes dévoués et passionnés !
Fabrication par usinage et imprimantes 3D
Nous sommes équipés de:
-2 imprimantes UHD de chez 3D Systems
-4 usineuses: VHF E4 pour Blocs, Dg Shape Roland DWX 51, DWX 52 et DWX 52 DC-i toutes en 5+1 axes
L’usinage de zircone, d’Acétal, de PMMA pour les provisoires ou des matériaux plus récent tel que le Peek pour les barres implantaires ou les stellites, est donc effectué sur place ce qui nous permet de maitriser nos délais et nos coûts de fabrication.





Céramique
En ce qui concerne la céram-métal, nous utilisons une céramique de synthèse de basse fusion Avanté micro-crystal. Ce cosmétique d’une grande pureté a des caractéristiques physico-chimiques inégalées en céramique dentaire. La granulométrie est de 1 à 3µ contre 10 à 30µ pour les céramiques conventionnelles. La solubilité est de 9 µg/cm contre 25 µg/cm pour les autres céramiques. Avanté a le taux d’abrasion le plus faible. Sa résistance à la flexion est de 120 mpa (90 mpa pour les céramiques feldspathiques). Tout ceci garanti la très bonne tenue au vieillissement de la céramique et la préservation des antagonistes.
Pour les recouvrements céramique sur Cr Co nous employons la nouvelle Syn Spar Advance, particulièrement adaptée à cet alliage. Les caractéristiques physico-chimique sont semblables à Avanté. En ce qui concerne la zircone nous utisons Avante Z. Ces trois céramiques sont des produits Pentron ceramics (USA / Suéde).
Sur Di silicate de lithium nous préférons la céramique GC LISI.
Important : Seules des étapes de cuissons optimisées garantissent les performances mécaniques, mais aussi l’aspect esthétique, valorisé par la saturation des couleurs, l’intensité des transparences dont découle la profondeur des reconstitutions.
NB: La zircone fait partie de la famille des céramiques dites "technique" et n'est en aucun cas un alliage métallique.
Résistance à la flexion ou résistance à la rupture: test en 3 points. Attention certaines marques donnent des valeurs de résistance à la flexion en 4 points.
Tenacité : Endurance à la répétition de l’effort maximal.
Module d’élasticité ou module de Young : capacité du matériau à diffuser l’éffort en son sein, contrainte en traction compression, déformation élastique isotrope.
Tableau comparatif des caractéristiques mécaniques
| Matériau | Résistance à la flexion 3 points | Tenacité K1c | Module d’élasticité |
| NI.CR | 600 à 700 Mpa | 100 | 300 000 Mpa |
| Zircone | 550 à 1400 Mpa* | 10 | 205 000 Mpa |
| Tenon fibré | 900 Mpa | 60 000 Mpa | |
| Oxide d’ alumine** | 400 à 600 Mpa*** | 4.6 à 6.5 | 280 000 Mpa |
| Di silicate E.max**** | 330 à 360 Mpa | 3.6 à 4.8 | 75 000 à 115 000 Mpa |
Nous garantissons la durabilité de nos céramiques sur zircone (Avanté Z) par un protocole de cuisson particulièrement affiné et adapté à ce matériau de faible conductivité thermique.
Nous sommes laboratoire référent et laboroire conseil pour la France pour les céramiques PENTRON CERAMICS : Avanté, Syn Spar Advance, Avanté Z et DI-Silicate de Lithium 3Ghs.
Nous utilisons également d’autres céramiques pour la confection de facettes et de couronne sur Di- silicate de Lithium: E.max et GC LiSi.
PENTRON CERAMICS est leader mondial en technologie céramique est détenteur de nombreux brevets.








La fabrication 100% Française de nos prothèses
sont réalisées dans notre laboratoire.
Vos patients ont besoin de prothèses de qualité ?
Faites confiance à nos prothésistes dévoués et passionnés ! Nous vous ferons profiter de près de 40 ans de savoir-faire.